
 English
EnglishL’utilisation de levure sèche active a été largement acceptée dans l’industrie brassicole puisque à la fois la qualité et la diversité ont été améliorées considérablement durant la dernière décennie. En résumé, la production de levure sèche active a commencé dans une fiole avec de la culture liquide pure suivie par une série d’étapes de propagation dans des fermentateurs aérobies d’augmentation de volume. Dans le fermentateur de production final la levure s’accroît par voie aérobie. Ensuite la levure est récoltée par centrifugation, concentrée à environ 32% de matière sèche dans des filtres rotateurs à vide puis séchée dans ce que l’on appelle un séchoir à lit fluidisé dans lequel un séchage rapide, homogène et protecteur est garanti. Pour permettre une bonne résistance à la réhydratation la levure est enrobée d’un agent protecteur (la plupart du temps l’émulsifiant végétal monostéarate de sorbitan SMS)) juste avant le séchage.
La poudre finale (cf figure 1) se compose de 94-97% de matière sèche et elle est emballée sou vide pour la protéger de l’oxydation et de l’humidité et permettre la conservation jusqu’à plus de 3 ans. La longue durée de conservation est un des principaux avantages de la levure sèche active. De plus, si l’on prend en considération la gestion de la production, il y a de nombreux autres avantages à la levure sèche active comme remplacement de la propagation de la levure liquide comme, par exemple, des coûts significativement plus bas, pas besoin de gestion de la qualité de la levure (faite par le fournisseur) et une augmentation importante de la flexibilité de production. En comparaison avec la propagation de la levure, le temps de préparation de la levure sèche active est pratiquement négligeable. L’affirmation (encore véhiculé sur internet) selon laquelle la levure propagée a de meilleures performances de fermentation et produit des bières de meilleure qualité par rapport à la levure sèche active a été démentie dans de nombreuses études académiques. En fait, la fermentation et le processus de séchage ainsi que les recettes associées ont été créées pour préparer au mieux la levure en termes de vitalité, viabilité et pureté au moment du démarrage de la réhydratation et de la fermentation. Aujourd’hui beaucoup de bières de haute qualité et primées sont produites avec de la levure sèche active.

Figure 1: Image en microscopie optique de granulés de poudre de levure sèche active avant emballage.
Pour préparer la levure sèche active à la fermentation, elle doit être réhydratée. La procédure de réhydratation standard comprend le saupoudrage de 10 fois le poids de la quantité désirée de levure dans de l’eau stérile ou dans du moût houblonné dans une fourchette de température optimale précise pour chaque levure et de la laisser reposer pendant un temps donné en remuant doucement. Ensuite la crème de levure est ensemencée dans le fermentateur.
Même si cette procédure a démontré son efficacité, les premiers résultats d’une nouvelle étude au cours de laquelle 3 différentes procédures de réhydratation -par exemple réhydratation à 30°C avec agitation modérée, réhydratation dans un moût de 15°P à 20°C avec agitation modérée et ensemencement direct sans réhydratation- n’ont démontré aucune différence significative dans les performances de fermentation pour toutes les levures Ale testées (SafAle™ S-04, SafAle™ US-05, SafAle™ K-97, SafAle™ S-33, SafAle™ WB-06, SafAle™ BE-256, SafAle™ T-58, SafAle™ BE-134) et les levures Lager (SafLager™ S-23, SafLager™ S-189 et SafLager™ W-34/70). A la fin de la fermentation, pas de différence significative dans la concentration d’éthanol, les sucres résiduels et es volatiles (acétaldéhyde, esters, alcools plus élevés et les dicétones vicinales) n’a été observé entre les procédures de réhydratation (cf. figure 2). Ceci indique que la procédure d’ensemencement direct est appropriée pour la fermentation.
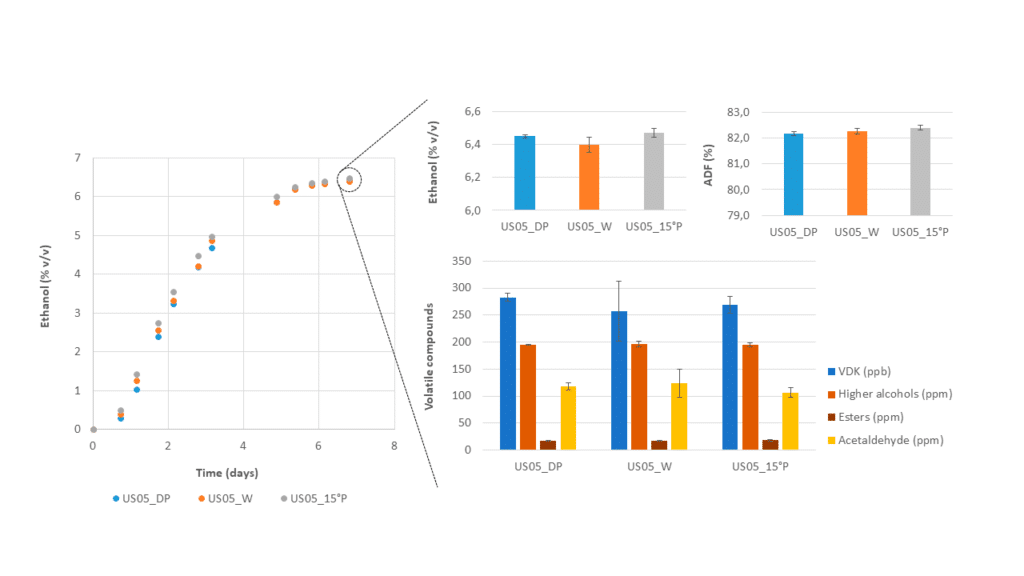
Figure 2 – Performance de fermentation de SafAle™ US-05 (taux d’ensemencement 50g/hL, 15°P, 20°C) et la concentration d’éthanol, de sucres résiduels et volatiles (acétaldéhyde, esters, alcools plus élevés et dicétones vicinales) à la fin de la fermentation selon 3 procédures de réhydratation différentes (en trois exemplaires).
DP: ensemencement direct sans réhydratation.
W: réhydratation dans de l’eau à 30°C avec agitation modérée,
15°P: réhydratation dans du moût à 15°P à 20°C avec agitation modérée.
En pratique, les différentes étapes pour l’ensemencement direct sont :
- Remplir le fermentateur avec 1/3 de volume de moût (jusqu’au sommet du cône CKT) à une température de 21-29C
- Saupoudrer les cellules de levure sèche active directement dans le fermentateur
- Ajouter les 2/3 restants de volume de moût à température de fermentation pour permettre au moût et à la levure de se mélanger.
La nouvelle procédure d’ensemencement direct simplifie davantage la fermentation mise en pratique car elle permet d’éliminer le besoin en réhydratation de la levure sèche active avant le processus. L’étude complète incluant tous les résultats des levures E2U™ sera bientôt disponible au public. A tous les brasseurs doutant encore de l’utilisation de la levure sèche active, vous devriez l’utiliser au moins une fois, croyez-moi, vous ne cesserez plus de l’utiliser une fois que vous en aurez découvert les avantages.
