活性干酵母的使用已被酿酒业广泛接受,因为过去十年来,酿酒的质量和多样性都有了显著的提高。简而言之,活性干酵母的生产从装有纯液体培养物的小瓶开始,然后在容量不断增加的需氧发酵罐中进行一系列的繁殖步骤。在最终的生产发酵罐中,酵母进行有氧生长。接下来,通过离心收获酵母,通过旋转真空过滤器浓缩至约 32% 的干物质,并在所谓的流化床干燥机中干燥,以保证快速、均匀和保护性的干燥。为了具有良好的抗复水性能,在干燥之前,酵母会被涂上一层保护剂(大多数是植物乳化剂山梨醇单硬脂酸酯 (MSS))。
最终的粉末(见图 1)由 94-97% 的干物质组成,经过真空包装以防止氧化和潮湿,并可保存长达 3 年。保质期长是活性干酵母的一大优点。此外,从生产管理角度考虑,活性干酵母作为液体酵母繁殖的替代品还有其他一些优点,例如显著降低成本、不需要酵母质量管理(由供应商完成)以及大大提高生产灵活性。与酵母增殖相比,活性干酵母的准备时间几乎可以忽略不计。网上仍然流传着这样一种说法:繁殖酵母比活性干酵母发酵性能更好,酿造出的啤酒品质更好,但这一说法已被多项学术研究推翻。实际上,发酵和干燥过程及相关配方都是为了在复水和发酵开始时对酵母的活力、生存力和纯度进行最佳塑造而设计的。如今,许多高品质和获奖的啤酒都是使用活性干酵母生产的。

图 1: 包装前的活性干酵母粉颗粒的光学显微镜图像。
为了准备活性干酵母进行发酵,需要对其进行复水。标准的复水程序包括将所需量的酵母撒在 10 倍于其重量的无菌水或啤酒花麦芽汁中,在每个酵母特定的最佳温度范围内,并在轻轻搅拌下静置一段时间。接下来将酵母膏倒入发酵罐中。
尽管该程序已被证明是有效的,但一项新研究的初步结果表明,所有测试的啤酒酵母(SafAle™ S-04、SafAle™ US-05、SafAle™ K-97、SafAle™ S-33、SafAle™ WB-06、SafAle™ BE-256、SafAle™ T-58、SafAle™ BE-134)和拉格酵母(SafLager™ S-23、SafLager™ S-189 和 SafLager™ W-34/70)的发酵性能无显著差异。在发酵结束时,不同复水程序之间的乙醇、残糖和挥发物(乙醛、酯类、高级醇和邻二酮)浓度没有显著差异(见图 2)。这表明直接投放程序足以进行发酵。
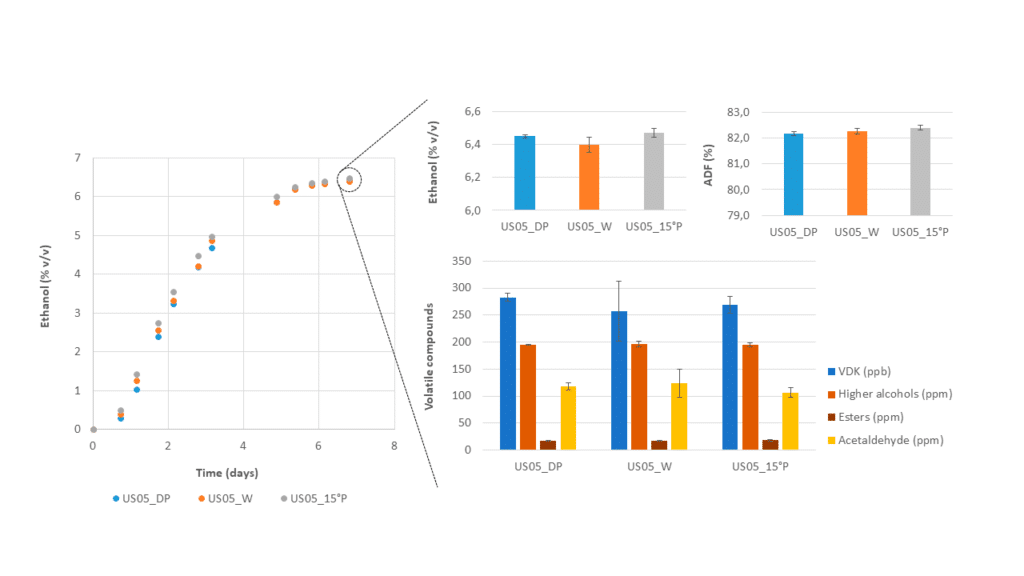
图 2 – SafAle™ US-05 的发酵性能(接种率为 50 g/hL,15°P,20°C)以及在 3 种不同的复水程序(重复三次)下发酵结束时的乙醇、残糖和挥发物(乙醛、酯类、高级醇和邻二酮)的浓度。
DP :直接投放,无需补水。
W :在 30°C 的水中适度搅拌复水,
15°P : 在 20°C 的温度下,在 15°P 的麦汁中适度搅拌进行复水
在实践中,直接投球的连续步骤如下:
- 在温度为 21-29 °C 时,将 1/3 麦汁量(至 CKT 锥顶部)注入发酵罐
- 将活性干酵母细胞直接撒在发酵罐中
- 在发酵温度下添加剩余 2/3 体积的麦汁,以使酵母和麦汁混合。
新的直接投放程序进一步简化了发酵过程,因为它消除了在发酵之前对活性干酵母进行复水的需要。
