El uso de levadura seca activa ha sido ampliamente aceptado en la industria cervecera, ya que tanto la calidad como la diversidad han mejorado considerablemente en la última década. En resumen, la producción de levadura seca activa parte de un vial con cultivo líquido puro seguido de una serie de etapas de propagación en fermentadores aeróbicos de volumen creciente. En el fermentador de producción final, la levadura se cultiva de forma aeróbica. A continuación, la levadura se recoge por centrifugación, se concentra hasta aproximadamente un 32% de materia seca mediante filtros de vacío rotatorios y se seca en un secador de lecho fluidizado en el que se garantiza un secado rápido, homogéneo y protector. Para permitir una buena resistencia a la rehidratación, la levadura se recubre con un agente protector (la mayoría de las veces el emulsionante vegetal monoestearato de sorbitán (MSS)) justo antes del secado.
El polvo final (véase la figura 1) se compone de un 94-97% de materia seca y se envasa al vacío para protegerlo de la oxidación y la humedad y permitir una conservación de hasta 3 años. La larga vida útil es una de las principales ventajas de la levadura seca activa. Además, al considerar la gestión de la producción, existen otras ventajas de la levadura seca activa como sustituta de la levadura líquida de propagación, como por ejemplo unos costes significativamente más bajos, la no necesidad de gestión de la calidad de la levadura (realizada por el proveedor) y un aumento masivo de la flexibilidad de la producción. En comparación con la propagación de la levadura, el tiempo de preparación de la levadura seca activa puede casi despreciarse. La afirmación (que sigue circulando por Internet) de que la levadura propagada tiene un mejor rendimiento fermentativo y produce una cerveza de mejor calidad que la levadura seca activa ha sido refutada en varios estudios académicos. En realidad, los procesos de fermentación y secado y las recetas relacionadas han sido diseñados para dar la mejor forma a la levadura en términos de vitalidad, viabilidad y pureza en el momento de la rehidratación y del inicio de la fermentación. Hoy en día se producen muchas cervezas de gran calidad y galardonadas con levadura seca activa.

Figura 1: Imagen de microscopía óptica de gránulos de levadura seca activa en polvo antes de su envasado.
Para preparar la levadura seca activa para la fermentación, es necesario rehidratarla. El procedimiento estándar de rehidratación consiste en espolvorear la cantidad deseada de levadura en 10 veces su peso en agua estéril o mosto lupulado dentro de un intervalo de temperatura óptimo específico para cada levadura y dejar reposar durante un tiempo determinado bajo agitación suave. A continuación, se echa la crema de levadura en el fermentador.
Aunque este procedimiento ha demostrado su eficacia, los primeros resultados de un nuevo estudio en el que se utilizaron 3 procedimientos de rehidratación diferentes, a saber rehidratación a 30°C con agitación moderada, rehidratación en mosto de 15°P a 20°C con agitación moderada y el lanzamiento directo sin rehidratación, no indican diferencias significativas en el rendimiento de la fermentación para todas las levaduras de cerveza probadas (SafAle™ S-04, SafAle™ US-05, SafAle™ K-97, SafAle™ S-33, SafAle™ WB-06, SafAle™ BE-256, SafAle™ T-58, SafAle™ BE-134) y las levaduras lager (SafLager™ S-23, SafLager™ S-189 y SafLager™ W-34/70). Al final de las fermentaciones, no se observaron diferencias significativas en la concentración de etanol, azúcares residuales y volátiles (acetaldehído, ésteres, alcoholes superiores y diketonas vicinales) entre los procedimientos de rehidratación (véase la figura 2). Esto indica que el procedimiento de cabeceo directo es adecuado para la fermentación.
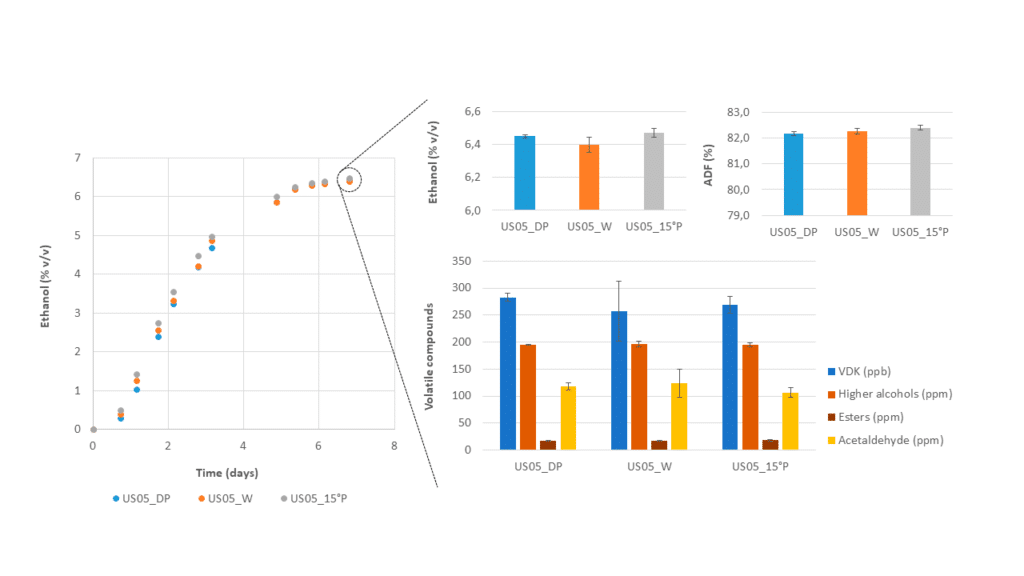
Figura 2. – Rendimiento fermentativo de SafAle™ US-05 (velocidad de cabeceo 50 g/hL, 15°P, 20°C) y concentración de etanol, azúcares residuales y volátiles (acetaldehído, ésteres, alcoholes superiores y diketonas vicinales) al final de la fermentación para 3 procedimientos de rehidratación diferentes (por triplicado).
DP : lanzamiento directo sin rehidratación.
W : rehidratación en agua a 30°C con agitación moderada,
15°P : rehidratación en mosto 15°P a 20°C con agitación moderada
En la práctica, los pasos consecutivos para el lanzamiento directo son:
- Llenar el fermentador con 1/3 del volumen de mosto (hasta la parte superior del cono CKT) a una temperatura de 21-29 °C.
- Espolvorear las células de levadura seca activa directamente en el fermentador
- Añadir los 2/3 restantes del volumen de mosto a la temperatura de fermentación para permitir la mezcla de la levadura y el mosto.
El nuevo procedimiento de lanzamiento directo simplifica aún más la fermentación en la práctica, ya que elimina la necesidad de rehidratar la levadura seca activa antes del proceso.
