L’utilisation de levure sèche active a été largement acceptée dans l’industrie brassicole car la qualité et la diversité ont été considérablement améliorées au cours de la dernière décennie. En bref, la production de levure sèche active commence à partir d’un flacon de culture liquide pure suivi d’une série d’étapes de propagation dans des fermenteurs aérobies de volume croissant. Dans le fermenteur de production final, la levure est cultivée en aérobie. Ensuite, la levure est récoltée par centrifugation, concentrée à environ 32% de matière sèche par des filtres rotatifs sous vide et séchée dans un séchoir à lit fluidisé dans lequel un séchage rapide, homogène et protecteur est garanti. Pour permettre une bonne résistance à la réhydratation, la levure est enrobée d'un agent protecteur (le plus souvent l'émulsifiant végétal monostéarate de sorbitan (MSS)) juste avant le séchage.
La poudre finale (voir figure 1) est composée de 94 à 97 % de matière sèche et est conditionnée sous vide pour la protéger de l'oxydation et de l'humidité et permet une conservation jusqu'à 3 ans. La longue durée de conservation est l’un des principaux avantages de la levure sèche active. De plus, en ce qui concerne la gestion de la production, la levure sèche active présente plusieurs autres avantages en remplacement de la propagation de levure liquide, comme par exemple des coûts considérablement inférieurs, l'absence de besoin de gestion de la qualité de la levure (effectuée par le fournisseur) et une augmentation massive de la flexibilité de la production. Par rapport à la propagation de la levure, le temps de préparation de la levure sèche active peut presque être négligé. L'affirmation (toujours en circulation sur Internet) selon laquelle la levure propagée a de meilleures performances de fermentation et produit une bière de meilleure qualité que la levure sèche active a été réfutée dans plusieurs études universitaires. En fait, les processus de fermentation et de séchage ainsi que les recettes associées ont été conçus pour optimiser la vitalité, la viabilité et la pureté de la levure au moment de la réhydratation et du début de la fermentation. De nos jours, de nombreuses bières de haute qualité et primées sont produites avec de la levure sèche active.

Figure 1 : Image de microscopie optique de granulés de poudre de levure sèche active avant emballage.
Pour préparer la levure sèche active pour la fermentation, il faut la réhydrater. La procédure de réhydratation standard consiste à saupoudrer la quantité souhaitée de levure dans 10 fois son poids en eau stérile ou en moût houblonné dans une plage de température optimale spécifique pour chaque levure et à laisser reposer pendant une durée déterminée sous agitation douce. Ensuite, la crème de levure est introduite dans le fermenteur.
Bien que cette procédure se soit avérée efficace, les premiers résultats d'une nouvelle étude dans laquelle 3 procédures de réhydratation différentes, à savoir la réhydratation à 30°C avec agitation modérée, la réhydratation dans du moût à 15°P à 20°C avec agitation modérée et l'ensemencement direct sans réhydratation, n'indiquent aucune différence significative dans les performances de fermentation pour toutes les levures de bière testées (SafAle™ S-04, SafAle™ US-05, SafAle™ K-97, SafAle™ S-33, SafAle™ WB-06, SafAle™ BE-256, SafAle™ T-58, SafAle™ BE-134) et les levures de bière blonde (SafLager™ S-23, SafLager™ S-189 et SafLager™ W-34/70). À la fin des fermentations, aucune différence significative de concentration en éthanol, en sucres résiduels et en composés volatils (acétaldéhyde, esters, alcools supérieurs et dicétones vicinales) entre les procédures de réhydratation n'a été observée (voir figure 2). Cela indique que la procédure d'ensemencement direct est adéquate pour la fermentation.
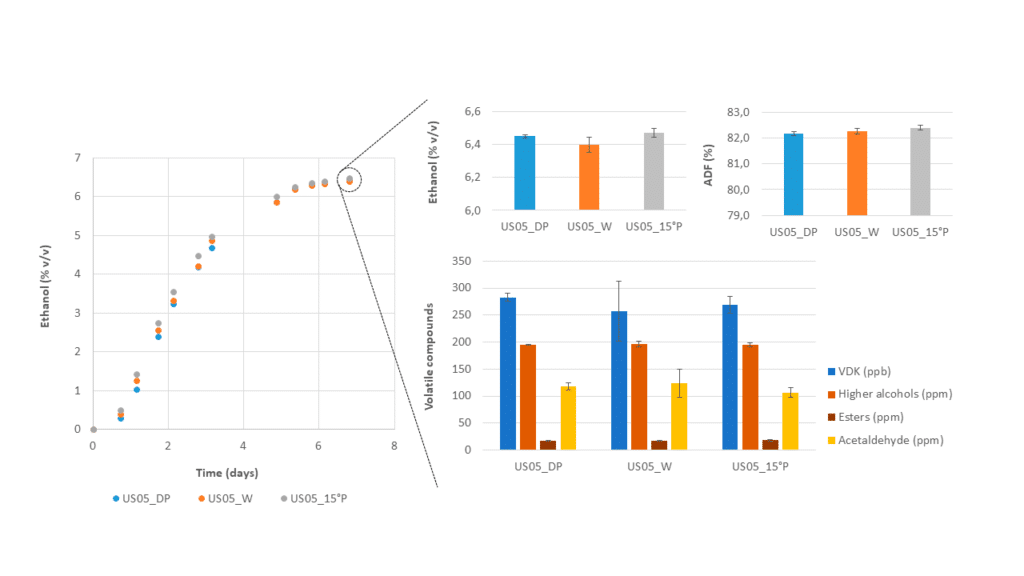
Figure 2 – Performances fermentaires de SafAle™ US-05 (taux d’ensemencement 50 g/hL, 15°P, 20°C) et concentration d’éthanol, de sucres résiduels et de volatils (acétaldéhyde, esters, alcools supérieurs et dicétones vicinales) à la fin de la fermentation pour 3 procédures de réhydratation différentes (en triple).
DP : ensemencement direct sans réhydratation.
W : réhydratation dans l'eau à 30°C sous agitation modérée,
15°P : réhydratation en moût 15°P à 20°C sous agitation modérée
En pratique, les étapes consécutives pour un pitching direct sont :
- Remplir le fermenteur avec 1/3 du volume du moût (jusqu'au sommet du cône CKT) à une température de 21-29 °C
- Saupoudrer les cellules de levure sèche actives directement dans le fermenteur
- Ajouter les 2/3 restants du volume de moût à température de fermentation pour permettre le mélange de la levure et du moût.
La nouvelle procédure d’ensemencement direct simplifie encore davantage la fermentation dans la pratique car elle élimine le besoin de réhydratation de la levure sèche active avant le processus.
